Naprawa i ochrona konstrukcji betonowych zgodnie z normą PN-EN 1504
Część I. Zadania producenta materiałów i systemów do napraw konstrukcji betonowych przed wprowadzeniem wyrobu na rynek budowlany

www.sxc.hu
W 2010 r. PKN zakończył prace nad wprowadzaniem w Polsce norm z serii PN-EN 1504, dotyczących wyrobów i systemów do ochrony i napraw konstrukcji betonowych. Zostały one wprowadzone do stosowania jako zharmonizowane normy europejskie o statusie Norm Polskich.
Zobacz także
Sika Poland Nowe Centrum Hydroizolacji Sika na Pomorzu

Z przyjemnością informujemy o otwarciu nowego Centrum Hydroizolacji w firmie Broker – hurtownia materiałów budowlanych w Rokocinie.
Z przyjemnością informujemy o otwarciu nowego Centrum Hydroizolacji w firmie Broker – hurtownia materiałów budowlanych w Rokocinie.
Bostik Bostik AQUASTOPP – szybkie i efektywne rozwiązanie problemu wilgoci napierającej

Bostik to firma z wieloletnią tradycją, sięgającą 1889 roku, oferująca szeroką gamę produktów chemii budowlanej dla profesjonalistów i majsterkowiczów. Producent słynie z innowacyjnych rozwiązań i wysokiej...
Bostik to firma z wieloletnią tradycją, sięgającą 1889 roku, oferująca szeroką gamę produktów chemii budowlanej dla profesjonalistów i majsterkowiczów. Producent słynie z innowacyjnych rozwiązań i wysokiej jakości preparatów, które znajdują zastosowanie w budownictwie, przemyśle i renowacji.
Alchimica Polska Sp. z o.o. Skuteczna naprawa betonu z zaprawą Hygrosmart®-Fix&Finish

Hygrosmart Fix&Finish to jednoskładnikowa, szybkowiążąca, zbrojona włóknami zaprawa cementowa typu PCC (beton polimerowo-cementowy nazywany również betonem żywicznym). Służy do napraw strukturalnych betonu...
Hygrosmart Fix&Finish to jednoskładnikowa, szybkowiążąca, zbrojona włóknami zaprawa cementowa typu PCC (beton polimerowo-cementowy nazywany również betonem żywicznym). Służy do napraw strukturalnych betonu i wyrównywania jego powierzchni.
Norma PN-EN 1504 składa się z dziesięciu części. W części 1 [1] zostały zdefiniowane terminy dotyczące wyrobów i systemów do ochrony i napraw konstrukcji betonowych, natomiast w częściach od 2 do 7 zostały określone wymagania i kryteria zgodności dotyczące cech identyfikacyjnych oraz właściwości użytkowych poszczególnych kategorii wyrobów [2–7]. Procedury sterowania jakością i oceny zgodności wyrobów oraz systemów do ochrony i napraw betonu podjęto w części 8 normy [8]. Z kolei ostatnia, 10. część, dotyczy stosowania wyrobów i systemów na placu budowy oraz sterowania jakością prac [10]. W normie tej podano wymagania dotyczące stanu podłoża przed robotami i podczas prowadzenia robót, obejmujące stabilność konstrukcyjną, przechowywanie, przygotowywanie i stosowanie wyrobów i systemów do ochrony i napraw konstrukcji betonowych, w tym sterowanie jakością, konserwację, higienę i bezpieczeństwo oraz wpływ na środowisko.
W odniesieniu do materiałów do naprawy konstrukcji betonowych w drogowych obiektach inżynierskich, takich jak: obiekty mostowe, tunele, przepusty i konstrukcje oporowe, wymagane jest uzyskanie aprobaty technicznej wydanej przez IBDiM. Wytyczne dotyczące jej uzyskania znajdują się w zaleceniach IBDiM do udzielania aprobat technicznych nr Z/2009-03-019 [11]. Zalecenia te obejmują materiały przeznaczone do napraw konstrukcyjnych, które odpowiadają w przybliżeniu materiałom klasy R3 i R4, według normy PN-EN 1504-3 [3].
Materiały przeznaczone do naprawy nawierzchni betonowych na lotniskach powinny uzyskać oprócz aprobaty technicznej IBDiM orzeczenie o przydatności do stosowania do nawierzchni lotniskowych, wydane przez Instytut Techniczny Wojsk Lotniczych.
W tej części artykułu zostaną omówione zagadnienia wspólne dla wszystkich kategorii wyrobów i systemów opisanych w częściach od 2 do 7 normy PN-EN 1504, natomiast w kolejnych częściach zostaną omówione rodzaje, obowiązki producenta oraz wymagania dotyczące poszczególnych systemów i wyrobów do napraw konstrukcji betonowych.
Podstawy deklaracji zgodności wyrobów i systemów do ochrony powierzchniowej betonu
W związku z wprowadzeniem serii europejskich norm PN-EN 1504 producenci wyrobów i systemów do ochrony powierzchniowej betonu powinni przy wprowadzaniu do obrotu swoich produktów deklarować ich zgodność z tą serią norm oraz znakować je znakiem CE. W tym celu producent po zakończeniu etapu opracowania nowego typu wyrobu, przed rozpoczęciem ciągłej produkcji i sprzedaży, powinien przeprowadzić odpowiednie wstępne badania typu wskazane w serii norm PN-EN 1504 w celu wykazania, że przewidywane podczas opracowania wyrobu właściwości są spełnione.
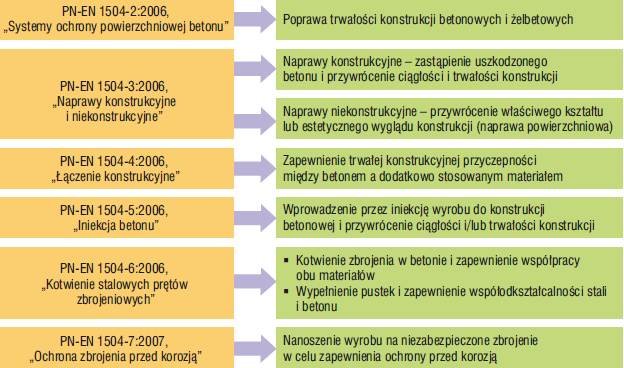
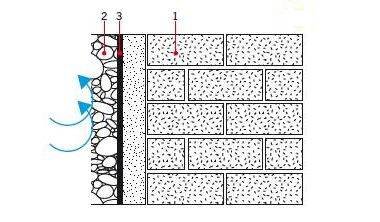
Wyrób należy zaklasyfikować do odpowiedniej kategorii wyrobów i systemów ochrony powierzchniowej betonów, a następnie wybrać i przypisać mu właściwą zasadę i/lub zasady naprawy. Główne kategorie wyrobów i systemów do napraw wraz z ich zadaniami przedstawiono na rys. 1.
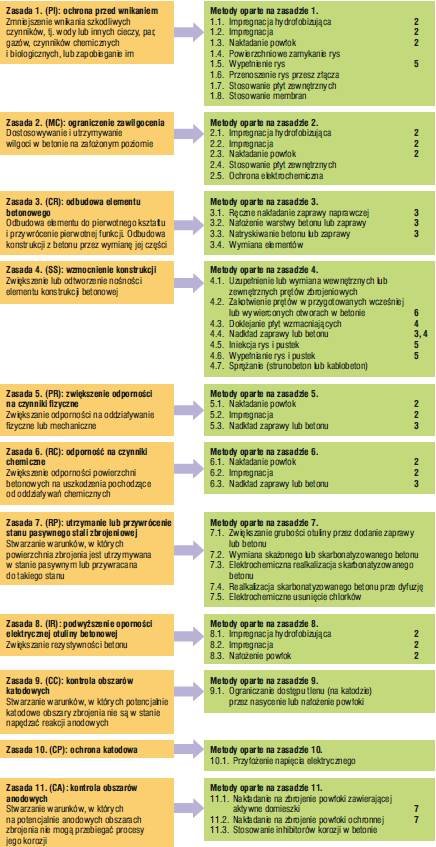
W normie PN-EN 1504-9:2010 [9] w tablicy 1 zamieszczono 11 zasad dotyczących napraw betonu. Rozróżnione zostały zasady napraw betonu wynikających z wad betonu oraz korozji zbrojenia. Zasady naprawy samego betonu podano w wierszach od 1 do 6 i dotyczą:
- ochrony przed wnikaniem,
- ograniczenia zawilgocenia,
- odbudowy elementu betonowego,
- wzmocnienia konstrukcji,
- zwiększenia odporność na czynniki fizyczne,
- odporności na czynniki chemiczne.
Natomiast w przypadku korozji zbrojenia lub niebezpieczeństwa, że taka korozja wystąpi w przyszłości, norma przewiduje 5 kolejnych zasad napraw. Są one następujące:
- utrzymanie lub przywrócenie stanu pasywnego stali zbrojeniowej,
- podwyższenie oporności elektrycznej otuliny betonowej,
- kontrola obszarów katodowych,
- ochrona katodowa,
- kontrola obszarów anodowych.
Obok zasad napraw norma podaje metody technicznej realizacji tych zasad oraz odpowiednią część normy PN-EN 1504, w której m.in. należy szukać wymagań dotyczących właściwości materiału lub systemu do napraw. Zasady i metody oraz odpowiednie części normy PN-EN 1504 dotyczące wymagań przedstawiono na rys. 2.
Po zaklasyfikowaniu wyrobu lub sytemu do odpowiedniej kategorii, wybraniu właściwej zasady i/lub zasad naprawy należy wykonać wstępne badania typu, które są opisane w arkuszach od 2 do 7 normy PN-EN 1504. Próbki do wstępnych badań typu powinny być pobrane zgodnie z punktem 4 normy PN-EN 1504-8:2006 [8].
Wstępne badania typu
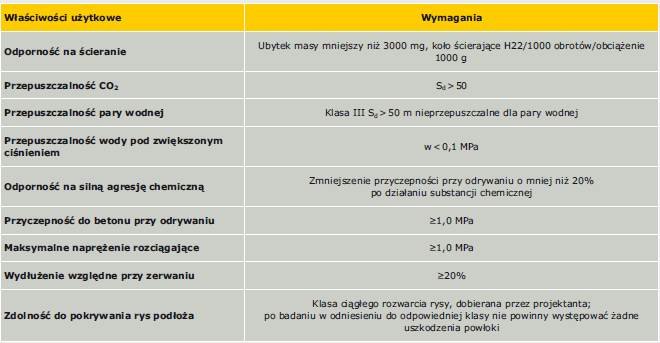
Struktura poszczególnych części normy PN-EN 1504 od 2 do 7 jest taka sama. W normach tych w rozdziale 4, w tablicy 1, podane są właściwości użytkowe wyrobów i systemów w odniesieniu do zasad i metod, jakie należy określić we wstępnych badaniach typu. Badania obowiązkowe dla wszystkich zamierzonych zastosowań zaznaczone są znakiem. W tablicy 1 zaznaczone są również badania opcjonalne, które wybiera producent. Z uwagi na niektóre zamierzone zastosowania oznaczone są one znakiem. Właściwości użytkowe opcjonalne mogą być np. wymagane i wskazane w projekcie konkretnej naprawy.
Wymagania dotyczące właściwości identyfikacyjnych i użytkowych wyszczególnione są w rozdziale 5 w poszczególnych częściach normy.
W tablicy 2 normy podane są wymagania dotyczące cech identyfikacyjnych, spośród których producent powinien przeprowadzić wybrane, reprezentatywne dla danego wyrobu lub systemu badania. Mają one na celu potwierdzanie składu wyrobu podczas produkcji w dowolnym czasie.
W celu oceny zgodności wyrobu lub systemu wyniki otrzymane podczas wstępnych badań typu należy porównać z wymaganiami dotyczącymi właściwości użytkowych. Wymagania te podane są w tablicy 3 normy lub kolejnych w zależności od rodzaju wyrobu lub systemu do napraw.
W niektórych częściach normy PN-EN 1504 rozróżniane są również klasy wyrobu, np. w odniesieniu do wyrobów konstrukcyjnych i niekonstrukcyjnych (norma PN-EN 1504-3:2006 [3]).
Znakowanie CE wyrobów i systemów do ochrony i napraw konstrukcji betonowych
Warunki znakowania wyrobów znakiem CE podane są w załącznikach ZA w poszczególnych częściach normy od części 2. do 7.
Systemy oceny zgodności wyrobów i systemów do ochrony powierzchniowej betonu
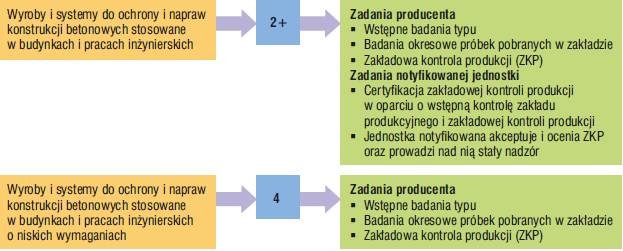
Wyroby i systemy do ochrony powierzchniowej betonu stosowane w budynkach i pracach inżynierskich podlegają systemowi oceny zgodności 2+, natomiast stosowane w budynkach i pracach inżynierskich o niskich wymaganiach użytkowych – systemowi 4. Jeżeli natomiast zastosowanie wyrobu lub systemu objęte jest przepisami dotyczącymi reakcji na ogień, podlegają one dodatkowo systemom 1, 3 lub 4 w zależności od deklarowanej klasy odporności na ogień.
Oznacza to, że wyroby i systemy do napraw można produkować z powołaniem się na odpowiednią część normy PN-EN 1504 (od 2 do 7), w przypadku gdy producent spełnia zadania określone przez odpowiedni system oceny zgodności. Jak już wcześniej wspomniano, zadaniem producenta jest przeprowadzenie wstępnych badań typu metodami opisanymi w wymienionych normach oraz prowadzenie zakładowej kontroli produkcji. W wypadku systemu oceny zgodności 2+ wymagana jest dodatkowo certyfikacja zakładowej kontroli produkcji przez jednostkę notyfikowaną na podstawie wstępnej kontroli zakładu produkcyjnego i zakładowej kontroli produkcji oraz ciągłego jej nadzoru, oceny i akceptacji. Na rys. 3 przedstawiono zadania wynikające z systemu oceny zgodności 2+ i 4.
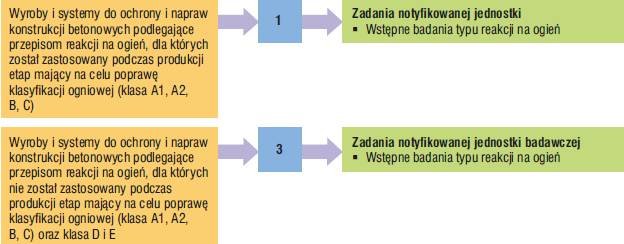
Systemy 1, 3 i 4 w przypadku wyrobów lub systemów podlegającym przepisom dotyczącym reakcji na ogień dotyczą tylko parametru reakcji na ogień (rys. 4). Pozostałe zadania wynikają z systemów 2+ lub 4 w zależności od zastosowania wyrobu. W wypadku systemu 1 wstępne badania typu reakcji na ogień wykonuje jednostka notyfikowana certyfikująca zakładową kontrolę produkcji, w systemie 3 natomiast badania typu zleca producent do notyfikowanego laboratorium badawczego. Systemowi oceny zgodności 4 podlegają wyroby naprawcze, w przypadku których nie jest wymagane badanie reakcji na ogień. Np. zgodnie z decyzją Komisji 96/603/WE (w zmienionej wersji w 2000/WE) można bez przeprowadzenia badań reakcji na ogień deklarować klasę A1 dla wyrobów zawierających nie więcej niż 1,0%, licząc masowo lub objętościowo (należy przyjąć wartość o większym znaczeniu) jednolicie rozmieszczonych materiałów organicznych.
Zakładowa kontrola produkcji
Każdy producent odpowiedzialny jest za zorganizowanie i wdrożenie zakładowej kontroli produkcji zgodnie z zaleceniami normy PN-EN 1504-8:2006 [8]. Zakładowa kontrola produkcji jest to stała wewnętrzna kontrola procesu produkcyjnego prowadzona przez producenta. Zazwyczaj zawiera ona badania wykonywane przez producenta w celu zapewnienia zgodności produkowanych wyrobów z zadeklarowanymi właściwościami identyfikacyjnymi i użytkowymi we wstępnych badaniach typu.
System zakładowej kontroli produkcji powinien być ustalony i udokumentowany oraz składać się z procedur wewnętrznej kontroli produkcji, tak aby producent mógł zapewnić, że wszystkie partie wyrobu wprowadzane na rynek w sposób ciągły spełniają wymagania odpowiedniej części normy PN-EN 1504 i są zgodne z deklarowanymi wartościami. System zakładowej kontroli produkcji powinien obejmować:
- regularne inspekcje, sprawdzenia i badania oraz wykorzystywanie ich wyników do kontroli wyposażenia technicznego, surowców lub materiałów wejściowych i procesu produkcji,
- regularne inspekcje, sprawdzenia i badania gotowych wyrobów wykonywanych z częstotliwością zalecaną w załącznikach A poszczególnych części normy PN-EN 1504 (zwiększenie częstotliwości może być konieczne w czasie początkowej produkcji oraz w następstwie wystąpienia niezgodności).
Wszystkie wyniki inspekcji, badań i ocen oraz podjęte działania powinny być zapisywane i przechowywane przez co najmniej 5 lat.
Dokumentacja ZKP powinna zawierać procedury dotyczące:
- wzorcowania, sprawdzania i konserwacji wszystkich przyrządów używanych do ważenia, mierzenia oraz badania,
- oznakowania wszystkich materiałów, surowców oraz materiałów gotowych niezgodnych z wymaganiami,
- identyfikacji i monitorowania materiałów od przyjęcia surowców przez wszystkie etapy produkcji i dostawy.
Deklaracja zgodności i oznakowanie CE
Na podstawie przeprowadzonych wstępnych badań typu oraz po wdrożeniu zakładowej kontroli produkcji, a także gdy jest to wymagane – otrzymaniu certyfikatu wydanego przez jednostkę notyfikowaną, producent powinien wydać deklarację zgodności WE, która upoważnia go do umieszczenia oznakowania CE na wyrobie. W załącznikach ZA w p. ZA.2.2. w poszczególnych częściach normy PN-EN 1504 zostały podane wytyczne, jakie informacje powinna zawierać deklaracja zgodności w zależności od systemu atestacji zgodności. W p. ZA.3 zostały natomiast podane sposoby znakowania CE i etykietowania wyrobów.
Literatura
- PN-EN 1504-1:2006, „Wyroby i systemy do ochrony i napraw konstrukcji betonowych. Definicje, wymagania, sterowanie jakością i ocena zgodności. Część 1: Definicje”.
- PN-EN 1504-2:2006, „Wyroby i systemy do ochrony i napraw konstrukcji betonowych. Definicje, wymagania, sterowanie jakością i ocena zgodności. Część 2: Systemy ochrony powierzchniowej betonu”.
- PN-EN 1504-3:2006, „Wyroby i systemy do ochrony i napraw konstrukcji betonowych. Definicje, wymagania, sterowanie jakością i ocena zgodności. Część 3: Naprawy konstrukcyjne i niekonstrukcyjne”.
- PN-EN 1504-4:2006, „Wyroby i systemy do ochrony i napraw konstrukcji betonowych. Definicje, wymagania, sterowanie jakością i ocena zgodności. Część 4: Łączenie konstrukcyjne”.
- PN-EN 1504-5:2006, „Wyroby i systemy do ochrony i napraw konstrukcji betonowych. Definicje, wymagania, sterowanie jakością i ocena zgodności. Część 5: Iniekcja betonu”.
- PN-EN 1504-6:2007, „Wyroby i systemy do ochrony i napraw konstrukcji betonowych. Definicje, wymagania, sterowanie jakością i ocena zgodności. Część 6: Kotwienie stalowych prętów zbrojeniowych”.
- PN-EN 1504-7:2007, „Wyroby i systemy do ochrony i napraw konstrukcji betonowych. Definicje, wymagania, sterowanie jakością i ocena zgodności. Część 7: Ochrona zbrojenia przed korozją”.
- PN-EN 1504-8:2006, „Wyroby i systemy do ochrony i napraw konstrukcji betonowych. Definicje, wymagania, sterowanie jakością i ocena zgodności. Część 8: Sterowanie jakością i ocena zgodności”.
- PN-EN 1504-9:2010, „Wyroby i systemy do ochrony i napraw konstrukcji betonowych. Definicje, wymagania, sterowanie jakością i ocena zgodności. Część 9: Ogólne zasady dotyczące stosowania wyrobów i systemów”.
- PN-EN 1504-10:2005, PN-EN 1504-10:2005/ /AC:2006, „Wyroby i systemy do ochrony i napraw konstrukcji betonowych. Definicje, wymagania, sterowanie jakością i ocena zgodności. Część 10: Stosowanie wyrobów i systemów na placu budowy oraz sterowanie jakością prac”.
- „Wyroby i systemy do napraw konstrukcji betonowych (naprawy konstrukcyjne)”, Zalecenia IBDiM do udzielenia aprobat technicznych nr Z/2009-03-019, Zeszyt 78, Warszawa 2010.